品牌日本三丰
加工定制否
型号505-730
分辨率0.001
是否进口是
技术参数
精度: 参见性能参数
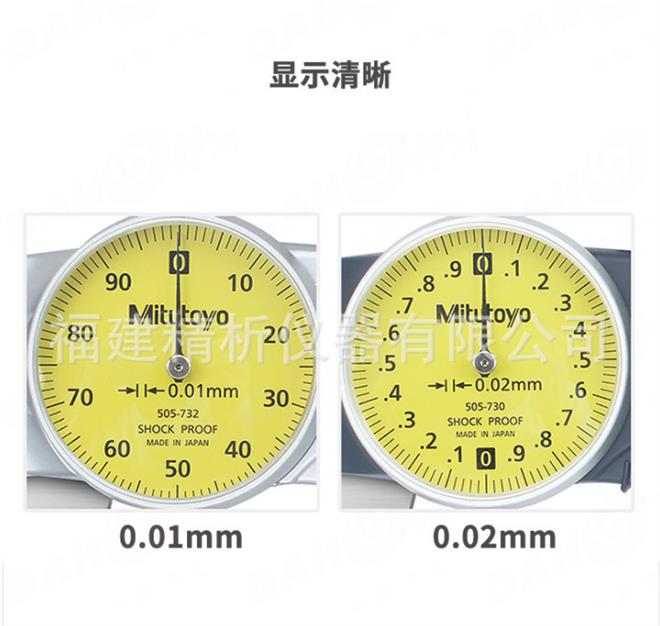
表盘读数: 参见性能参数
镀钛型
磨损 :0μm
常规型
磨损 :4μm
性能参数
公制型
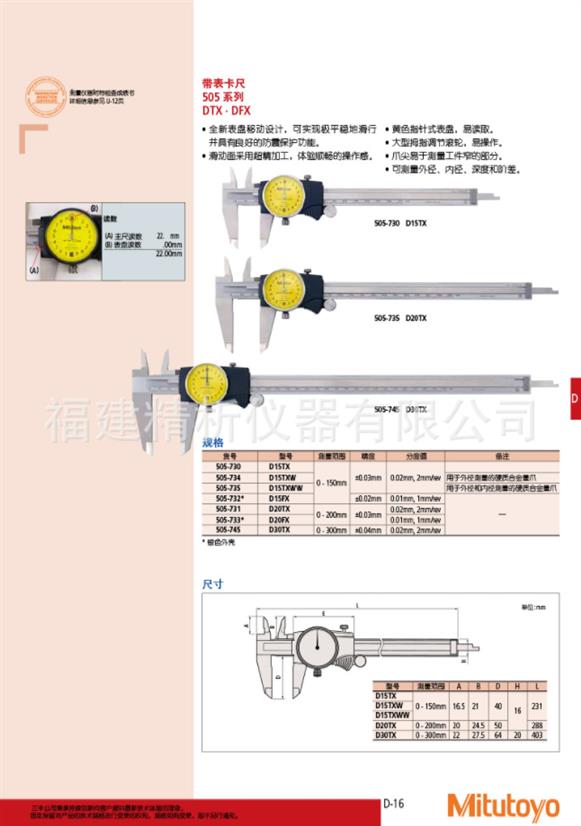
测量范围 货号 精度 分度值 备注
0 - 100mm 505-680 ±0.015mm 0.01mm, 1mm/ 周 —
0 - 150mm 505-671 / 505-683* ±0.03mm 0.02mm, 2mm/ 周 —
0 - 150mm 505-707 ±0.03mm 0.02mm, 2mm/ 周 用于外径测量的硬质合金头量爪
0 - 150mm 505-711 ±0.03mm 0.02mm, 2mm/ 周 用于外径和内径测量的硬质合金头量爪
0 - 150mm 505-681 / 505-685* ±0.02mm 0.01mm, 1mm/ 周 —
0 - 200mm 505-672 / 505-684* ±0.03mm 0.02mm, 2mm/ 周 —
0 - 200mm 505-682 / 505-686* ±0.03mm 0.01mm, 1mm/ 周 —
0 - 300mm 505-673 ±0.04mm 0.02mm, 2mm/ 周 —* 镀银型
英制型
测量范围 货号 精度 分度值 备注
0 - 4" 505-674 ±.001" .001", .1"/ 周 —
0 - 6" 505-675 / 505-689* ±.001" .001", .1"/ 周 —
0 - 6" 505-708 ±.001" .001", .1"/ 周 用于外径测量的硬质合金头量爪
0 - 6" 505-712 ±.001" .001", .1"/ 周 用于外径和内径测量的硬质合金头量爪
0 - 8" 505-676 / 505-690* ±.002" .001", .1"/ 周 —
0 - 8" 505-709 ±.002" .001", .1"/ 周 用于外径测量的硬质合金头量爪
0 - 8" 505-713 ±.002" .001", .1"/ 周 用于外径和内径测量的硬质合金头量爪
0 - 12" 505-720 ±.002" .001", .2"/ 周 —
0 - 12" 505-677* ±.002" .001", .1"/ 周 —
0 - 12" 505-721 ±.002" .001", .2"/ 周 用于外径测量的硬质合金头量爪
0 - 12" 505-710* ±.002" .001", .1"/ 周 用于外径测量的硬质合金头量爪
0 - 12" 505-714* ±.002" .001", .1"/ 周 用于外径和内径测量的硬质合金头量爪* 镀银型
尺寸
测量范围 L a b c d
0 - 100mm 180 40 21 16.5 16
0 - 150mm 231 40 21 16.5 16
0 - 200mm 288 50 24.5 20 16
0 - 300mm 403 64 27.5 22 20

游标读数量具
应用游标读数原理制成的量具有;游标卡尺,高度游标卡尺、深度游标卡尺、游标量角尺(如**量角尺)和齿厚游标卡尺等,用以测量零件的外径、内径、长度、宽度,厚度、高度、深度、角度以及齿轮的齿厚等,应用范围非常广泛。

带表卡尺一般能测量内径、外径、深度、台阶四种测量功能,能进行直接测量和比较测量。
直接测量:用卡尺直接测量工件,按上述读数方法读出工件的测量值。
比较测量:将标准量块(或标准样件)置于两测量面间(孔,则用环规),先松开表盘紧固螺钉,转动盘,使表针与“零”线重合,锁紧表盘,然后测量工件,从指示表上即可读出工件相对于标准件样件的尺寸差值。这对同一尺寸的大批量检查,将大大提高工效。

带表卡尺
1)使用前必须先擦干净测量面对好“零”,要保持卡尺测量面、齿条和其它传动部分的清洁、润滑。测量后应随手合上量爪,以防止灰尘、沙粒、金属切屑等物损坏齿条。
2)测量工件应在静态下进行。使用时,测量力度要适当,有微动滚轮的卡尺应使用微动滚轮。
3)移动卡尺尺框要平稳,应避免拉动向尾端或前端碰撞,应避免撞击和跌落,以防止针位变形、指针松脱、量爪损坏。
4)禁止将卡尺靠近磁场或放置在磁性物体上。如发现卡尺带有磁性,应及时退磁后方可使用。
5)非专业人员不可拆卸卡尺传动部位,卡尺须做定期校验。
-/gbagiee/-
http://sdsfu001.cn.b2b168.com